Fließpressen mit starrem Werkzeug
Fließpressen ist ein Massivumformverfahren, bei dem der Werkstoff eingeschlossen zum Fließen gebracht
wird. Durch eine Presse wirkt schlagartig eine hohe Kraft auf ein Bauteil ein. Aus der Kraft entsteht im
Material eine Druckbeanspruchung, die, wenn sie die Druckfließgrenze (RP0,2) des Werkstoffes
überschreitet, zum Fließen des Werkstoffes führt.
Wirkt keine Kraft mehr auf das Bauteil ein, bleibt nach der elastischen Rückfederung eine plastische
Verformung des Bauteils zurück. Durch das Kaltfließpressen entsteht eine Oberfläche mit sehr guten
Rauheitswerten und einer sehr hohen Maß- und Formgenauigkeit. Die Herstellung von Bauteilen durch
Kaltmassivumformung lohnt sich vor allem bei hohen Stückzahlen von mehreren Zehntausend bis Millionen
Bauteilen pro Jahr.
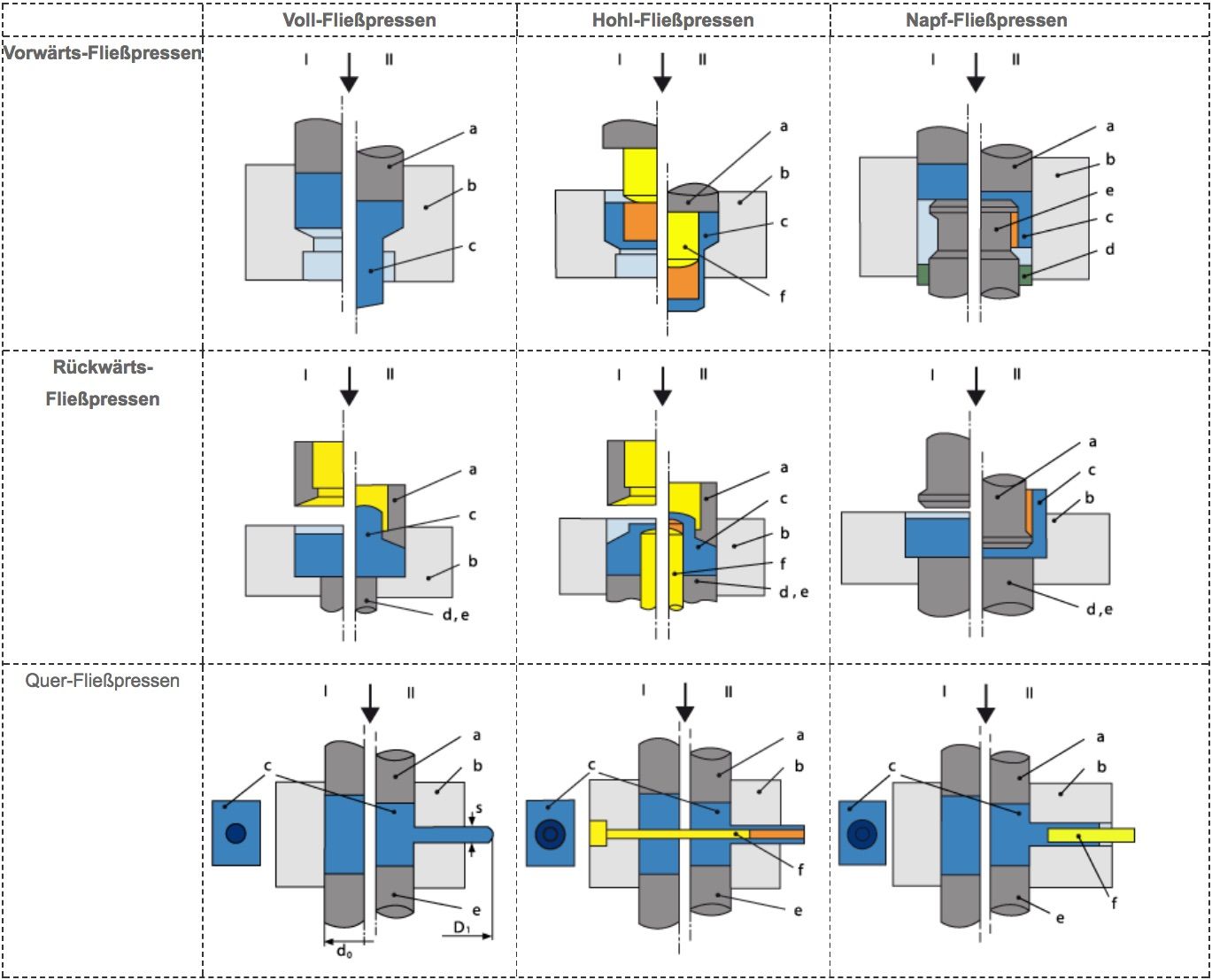
I. Vor der Umformung
II. nach der Umformung (UT)
a) Stempel
b) Matrize
c) Pressteil
d) Auswerfer
e) Gegenstempel
f) Dorn
Kaltfließpressen wird nach DIN8583-6 in unterschiedliche Verfahrensprinzipien eingeteilt: Voll-, Hohl-
und Napf-Fließpressen. Jedes Verfahren kann wiederrum in die unterschiedlichen Bearbeitungsrichtungen
Vorwärts-, Quer- und Rückwärts-Fließpressen eingeteilt werden. Nach der DIN8583-6 gibt es kein
Napf-Quer-Fließpressen. Findet ein Verjüngen in einem geschlossenen Werkzeug statt – d. h. taucht
der Stempel erst in die Matrize ein bevor er das Bauteil berührt – spricht man vom
Vorwärts-Fließpressen.
Häufig reicht ein Umformprozess nicht aus, sodass mehrere sogenannte Stufen benötigt werden, um die
gewünschte Bauteilgeometrie zu erreichen. Ausserdem ist eine Nachbearbeitung nötig, wenn die Toleranzen
anders nicht eingehalten werden können oder die gewünschte Geometrie nicht durch reines Umformen
herstellbar ist.
Napfen rückwärts
Beim Napffließpressen wird unterschieden zwischen Napf-Vorwärts- und
Napf-Rückwärts-Fließpressen.
Beim Napf-Vorwärts-Fließpressen haben der Werkstoff und die Stempelbewegung die gleiche
Richtung, beim Napf-Rückwärts-Fließpressen ist der Werkstofffluss der Stempelbewegung
entgegengerichtet. Die Grenzen für die Querschnittsabnahme liegen bei diesem Verfahren –
abhängig vom Werkstoff – bei mind. 15 % bis max. 98 %.
Prinzip:
Eine Kombination dieser unterschiedlichen Umformverfahren ermöglicht es, Artikel sehr genau und in engen Toleranzen zu fertigen.
- Ausgehend von einem Vollkörper wird ein Hohlkörper mit überwiegend dünner Wandung (Napf, Hülse mit Boden, Becher) hergestellt.
- Die formgebende Öffnung wird durch Matrize und Stempel gebildet.
- Der Werkstofffluss erfolgt entgegen der Richtung der Stempelbewegung.
Napfen beidseitig
Lochen und Beschneiden
Beim Lochen wird ein Rohling zunächst zentriert und Sodann anteilig von beiden Seiten genapft. Das verbleibende Material im Teileinnern wird in einer weiteren Umformstation herausgestanzt. Wenn die Anforderungen an den Hohlbereich in Bezug auf Oberflächengüte und Toleranzen sehr hoch sind, ist dies über ein nachträgliches Kalibrieren der Bohrung in einer weiteren Umformstufe zu erzielen. Bei aufwendigen asymmetrischen Kopfformen/Bundformen wird ein Bolzen mit Materialüberlauf gefertigt. Dieser Materialüberschuss wird in einer weiteren Umformstation beschnitten.
Voll-Vorwärts
Beim Voll-Vorwärts-Fließpressen haben Werkstofffluss und Stempelbewegung die gleiche Richtung. Der Rohling wird voll vom Werkzeug aufgenommen und über einen Radius oder Schräge zum Fließen gebracht. Als Grenzwert gilt je nach Werkstoff eine Querschnittsabnahme von 55 bis 85 %.
Voll-Vorwärts-Rückwärts
Eine Sonderform des Fließpressens ist das sog. Reduzieren. Bei diesem Verfahren, wird die Eigensteifigkeit des Materials ausgenutzt. Über einen flachen Reduzierwinkel kann eine Querschnittsabnahme von ca. 30 % erzielt werden. Da bei diesem Verfahren der Rohling nicht voll geführt werden muss, kann zusätzlich ein weiterer Umformprozess, z.B. Stauchen erfolgen.
Hohl-Vorwärts-Rückwärts
Wie auch beim Voll-Vorwärts Fließpressen fließt bei diesem Verfahren der Werkstoff in
Wirkrichtung der Maschine.
Im Gegensatz zum Voll-Vorwärts Fließpressen wird aber hierbei gleichzeitig ein Hohlkörper
erzeugt und das Werkstück nicht nur an der Außenseite sondern auch an der Innenseite
geometrisch bearbeitet.
Quer-Fließpressen Prinzip
Quer-Fließpressen ist Fließpressen mit Werkstofffluss quer zur
Stempelbewegung.
Generell:
Eine Kombination dieser unterschiedlichen Umformverfahren, ermöglicht es, Artikel sehr genau und in engen Toleranzen zu fertigen.
- Wesentlich ist, dass die formgebende Werkzeugöffnung während des Pressvorganges unverändert bleibt.
- Das Quer-Fließpressen dient unter anderem der Herstellung von Nebenformelementen mit hohlem Profil - Hohl-Quer-Fließpressen Nebenformelementen mit Napfform - Napf-Quer-Fließpressen.